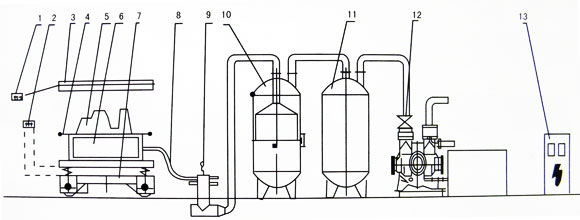
1、烤膜器开关 2、震实台开关 3、烤膜器 4、型板 5、泡沫模型 6、砂箱 7、震实台 8、管道
9、分配器 10、落尘罐 11、稳压罐 12、真空泵 13、配电柜
V法铸造、消逝模铸造工艺过程:
V法铸造和消逝模铸造亦称负压铸造,因取英文Vacuum(真空)一词的字头“V”而得名。它区别于传统砂铸不用粘合剂,V法铸造是应用塑料薄膜密封砂箱,靠真空抽气系统抽出型内空气,铸型内外有压力差,使干砂密实,构成一种所需型腔,经下芯、和箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而取得铸件。
V法铸造和消逝模铸造与传统砂铸相比,具有以下优点:其一因其采用负压浇注铸件砂眼气孔少、产品密实度高、外表光亮、轮廓明晰、尺寸精确。其二节能高效清洁消费。采用V法和消逝模技术能使干砂重复应用,不用烘型,耗煤耗电减少,更有效的节约劳动力和极大降低劳动强度,在浇注过程中有害气体少,真正完成环保消费。
V法铸造工艺:
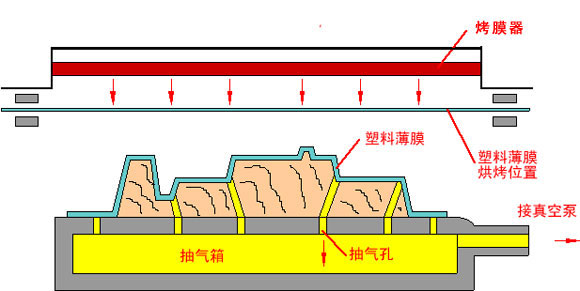
1.制造带有抽气箱和抽气孔型板。
2.将烘烤呈塑性状态的塑料薄膜掩盖在型板上加热温度普通在80℃-120℃之间、真空泵抽气使薄膜密贴在型板上成型。
如图: |